|
ЗАКАЗЫ НА ЕДИНИЦЫ ШТУК НЕ РАССМАТРИВАЮТСЯ
ИМПОРТОЗАМЕЩЕНИЕ
ЗАПАСНЫХ ЧАСТЕЙ ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ
ИЗ БРОНЗОГРАФИТОВ
Прежде, чем обратиться непосредственно к тематике настоящей страницы, убедительно просим ознакомиться с содержанием главной страницы нашего сайта, поскольку она наиболее оперативно обновляется по маркам материалов, ценам и габаритам продукции и содержит форму нашей официальной заявки, которую вам необходимо скопировать, заполнить без пропусков и отправить нам по электронной почте. Спасибо за понимание.
Мы будем обсуждать наши предложения по узкому классу быстроизнашивающихся запасных частей зарубежного производственного оборудования, находящегося в эксплуатации отечественных компаний - подшипники скольжения в виде втулок из антифрикционных бронзографитов различного химического состава применительно к конкретным условиям работы конкретного оборудования.
У владельцев оборудования в настоящее время существуют хорошие возможности выбора способа приобретения необходимых запасных частей. В первую очередь это фирменные запчасти непосредственно у самих производителей оборудования и компаний их партнёров - мировых брендовых производителей подшипников. Далее - у торгово-закупочных отечественных компаний и, наконец, у отечественных производителей, копирующих иностранные образцы один к одному.
Мы относимся к последней группе, но не в полной мере, поскольку в силу профессионализма в материаловедении очень часто предлагаем заказчикам подшипники скольжения из альтернативных материалов с более высокими служебными характеристиками в сравнении с фирменными оригинальными. Такой подход является реальным импортозамещением, имеющим перспективу своего количественного роста. Приведём примеры нашего конкретного участия в этом набирающем силу процессе.
1. ВТУЛКИ НЕ ОБСЛУЖИВАЕМЫХ УЗЛОВ ТРЕНИЯ
В МЕХАНИЗМАХ ПЕРЕМЕЩЕНИЯ И ПАКЕТИРОВАНИЯ БЫТОВЫХ ОТХОДОВ
В ТЯЖЁЛЫХ МУСОРОВОЗАХ НА ШАССИ "ВОЛЬВО"
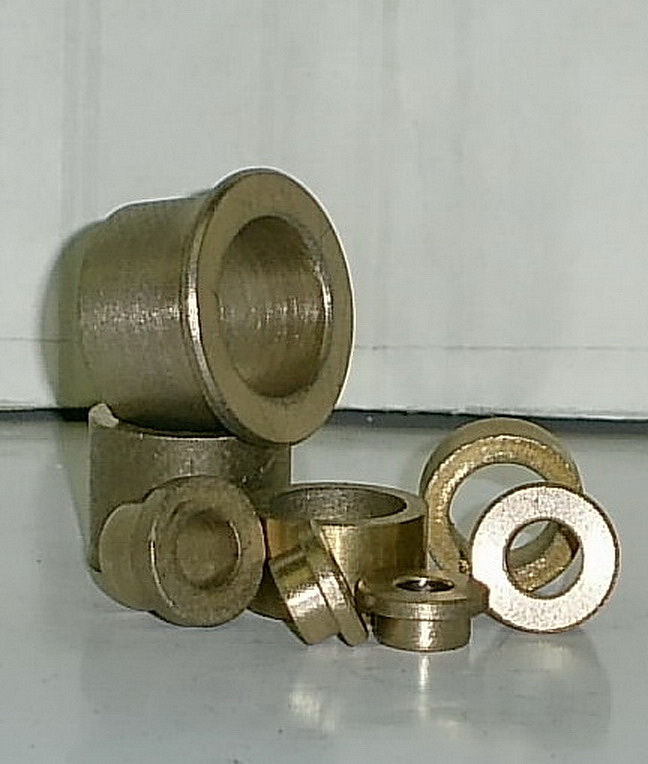
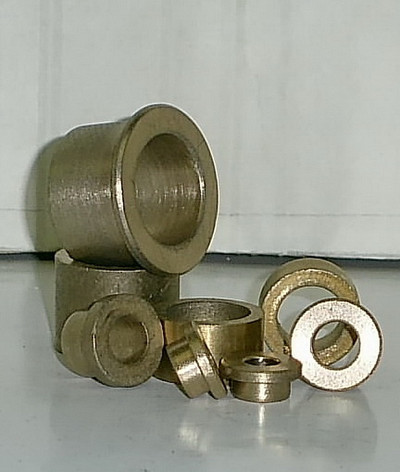
Узлы трения этих механизмов конструктивно выполнены недоступными для регулярного обслуживания (смазывания) и поэтому главным требованием к их подшипникам является обеспечение работы фактически в условиях сухого трения. В конструкции применены подшипники (втулки) 2-х типоразмеров (даются с графическим обозначением принятых посадок): ф75m6 x ф60H7 x 77 мм и ф50m6 x ф40H7 x 40 мм. Для обеспечения эффекта самосмазывания прозводитель применил популярные сейчас на Западе бронзовые втулки с графитовыми таблетированными вставками (левое и среднее фото в верхнем ряду). Втулки весьма дорогие из-за высокой трудоёмкости их изготовления. Да, благодаря графитовым вставкам они не требуют обслуживания, однако, недостаточно надёжны в эксплуатации, так как графитовые вставки в процессе работы могут выкрашиваться или даже вовсе выпадать из посадочных отверстий. Кроме того, с точки зрения науки о трении контакт втулки и вала осуществляется в условиях граничного трения по контактным поверхностям, смазанным некими монослоями графита, переносимыми на вращающийся вал с поверхности графитовых таблеток. Безусловно, такое трение предотвращает возможность схватывания в трущейся паре, однако, данные по износу более дорогостоящих в сравнении с втулками валов нам не известны.
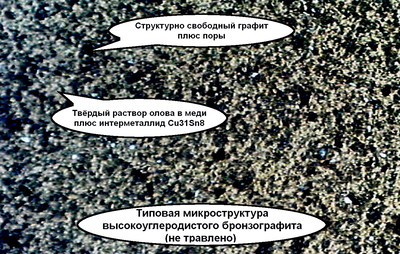
Сущность нашего вклада в импортозамещение состоит не в воспроизводстве втулок с таблетированными графитовыми вставками, а в предложении альтернативного материала втулок - высокоуглеродистого бронзографита (5- 10% графита по массе или же 15-30% по объёму). Внешне наши втулки ничем не отличаются от обычных бронзовых (правое верхнее и левое нижнее фото), поскольку графит в них является структурной составляющей сплава на микроуровне (правое нижнее фото). Фото представляет собой нетравленный микрошлиф втулки, поскольку вид металлических фаз микроструктуры не является здесь предметом обсуждения, а частицы графита вследствие цветовой контрастности с металлом хорошо видны в виде полидисперсных чёрных образованийразмеров 10-300 мкм.В процессе работы вращающийся вал постоянно находится во взаимодействии с микрочастицами графита на контактной поверхности втулки и на нём образуются постоянно обновляемые микрослои твёрдой смазки, обеспечивающие надёжную работу узла трения. Никаких выкрашиваний и выпадений нет и в помине.
Слабым местом наших втулок является пока что их низкая "раскрученность" в среде потребителей-эксплуатационников и работников снабженческого звена. Помимо всего надо констатировать, что не всегда при принятии решения о заказе во главу угла ставятся технические и ценовые характеристики продукта, а некие, назовём их условно политическими, деловые соображения.
С целью продвижения наших втулок мы для впервые обратившихся к нам заказчиков предлагаем 20% скидку на заказ (что несколько ниже фактической себестоимости). Напомним, что мы можем поставлять как готовые детали чертёжных размеров, так и заготовки под механическую обработку. Разумеется, приведенные выше размеры втулок для мусоровозов на шасси других автомобильных брендов могут быть другими. Но эксплуатационный эффект от применения будет в точности таким же.
В заключение выражаем признательность нашему партнёру ОАО "Автопарк № 1 "Спецтранс" (г. Санкт-Петербург) за проведение натурных ходовых испытаний втулок.
  
2. ТОНКОСТЕННЫЕ ЦЕЛЬНОТОЧЁНЫЕ ПОРОШКОВЫЕ ВТУЛКИ МЕХАНИЗМА РУКИ
МАНИПУЛЯТОРОВ ЛИСТОВОГО СТЕКЛА "BOTTERO"
Втулки этой категории работают в экстремальных условиях при температуре до 4000 С. Это, помимо деструктивного окисления материала втулок автоматически означает работу в условиях сухого трения, так как любая жидкая смазка не только сгорит за секунды работы, так ещё и осядет твёрдым нагаром на контактном валу и просто заклинит механизм. Не имея под рукой фирменной втулки и в отсутствии сведений о её материале, мы применили наш высокоуглеродистый никельсодержащий бронзографит с содержанием графита 8% по массе (~ 20% по объёму) марки БрОНГр 8-5-8, удовлетворительно работающий в интервале температур 300-4000 С. Специально разработанный режим механической обработки втулок обеспечил их разнотолщинность на уровне 0,05-0,1 мм (см. фото). Размеры втулок ф44m6 x ф40H7 x 40 мм.
Заметим, что в стеклообрабатывающих машинах одного из мировых лидеров в обработке стекла "BOTTERO" имеются десятки наименований подшипников скольжения, требующих периодической замены при эксплуатации. Поэтому предлагаем отечественным производителям стекла почаще обращаться к нам со своими заказами, одновременно ощущая себя в качестве участников действующей программы импортозамещения.
Выражаем признательность нашему партнёру ООО "Инженерно-производственная компания" (г. Волжский Волгоградской обл.) за содействие в отработке технологии цельноточеных тонкостенных порошковых втулок.
  
3. ВТУЛКИ ДЛЯ ФЛЕКСОГРАФИЧЕСКИХ ПЕЧАТНЫХ МАШИН КОМПАНИИ KDO
Компания КDО, как традиционная английская компания, пользуется не метрической, а британской системой измерений и поэтому размеры подлежащих замене быстроизнашивающихся втулок исчисляются в дюймах. Мы мели 2-х кратный опыт изготовления фланцевых втулок (см. фото) для валов высечной секции флексографической машины с размерами ф7/5" х ф1"m6 х ф3/4"H7 х 3/4", где m6 и F7 - графические символы посадок по ГОСТ 25346-89. Узлы трения в машине необслуживаемые и поэтому втулки подвергались пропитке маслом. Втулки изготавливались из классического бронзографита БрОГр 9-3 (БрОГр4 по действующему ГОСТ 26719-85). Никаких проблем со втулками этой категории, за исключением перевода дюймов в мм нет).
Выражаем признательность ООО "Флексмарк" (г. Москва) за сотрудничество в отработке посадочных размеров втулок.

4. ГЛАДКИЕ ВТУЛКИ
ДЛЯ МАШИН ОФСЕТНОЙ ПЕЧАТИ ПЛАСТИКОВЫХ КАРТ "PLEXTOR"
Втулки изготавливаются из бронзографита марки БрОГр 9-3 (БрОГр4 по действующему ГОСТ 26719-85) в соответствии с размерным рядом, приведенным в таблице:
Размеры в мм
| Артикул |
Наружный
диаметр
(D)
|
Внутренний
диаметр
(d)
|
Длина
(L)
|
| 014-1207-00 |
16 |
12 |
15 |
| 014-1208-00 |
20 |
15 |
15 |
| 014-1209-00 |
20 |
15 |
10 |
Втулки по атрикулам 014-1204-00, 014-1205-00, 014-1206-00 с толщиной стенки 1 мм мы не изготавливаем. Посадки в терминах ГОСТ 25346-89 назначаются: r6 (по наружному диаметру) , F7 (по внутреннему диаметру), Js13 (по длине).
Выражаем признательность нашему партнёру ООО "АКард" (г. Москва) за участие в отработке посадочных размеров втулок.
5. ФЛАНЦЕВЫЕ ВТУЛКИ
ДЛЯ АППАРАТОВ ТИСНЕНИЯ (ЭМБОССИНГА) ПЛАСТИКОВЫХ КАРТ "MATICA"
Втулки изготавливаются также из бронзографита марки БрОГр 9-3 (БрОГр4 по действующему ГОСТ 26719-85) в соответствии с размерным рядом, приведенным в таблице:
Размеры в мм
| Наименование |
Диаметр
фланца
(D1)
|
Наружный
диаметр
( D )
|
Внутренний
диаметр
(d )
|
Полная
длина
( L )
|
Толщина
фланца
(l )
|
|
Втулка термомодуля
|
14 |
10 |
6 |
6 |
2 |
|
Втулка типпера
артикул 220-211-414
|
16 |
12 |
8 |
10 |
2 |
|
Втулка модуля подачи
артикул 2.130.20.08
|
16 |
12 |
8 |
8 |
2 |
Посадки в терминах ГОСТ 25346-89 назначаются: r6 (по наружному диаметру) , F7 (по внутреннему диаметру), Js13 (по диаметру фланца и его толщине, а также по длине втулки).
Выражаем признательность нашему партнёру ООО "АКард" (г. Москва) за участие в отработке посадочных размеров втулок.

6. ЗАГОТОВКИ ВТУЛОК МЕХАНИЗМОВ ЛИНИЙ ОЧИСТКИ СВИНЫХ КИШЕК
КОМПАНИИ STAINLESS STEEL DESIGNS Ltd (SSD),
РАБОТАЮЩИХ В УСЛОВИЯХ СУХОГО ТРЕНИЯ И ПОВЫШЕННЫХ ТЕМПЕРАТУР
В качестве быстроизнашивающихся запасных частей для механизмов автоматизированной линии очистки свиных кишек модели SSD 600, 2013 г. выпуска (компания Stainless Steels Designs Ltd., Англия) инженерной службой ОАО "Великолукский мясокомбинат" (г. Великие Луки Псковской обл.) применены втулки из меднографитовой композиции ДГр 10 по ГОСТ 26719-85 (содержание графита 10% по массе или же 22-25% по объёму!), изготовленные самим комбинатом из наших короткомерных цилиндрических заготовок (фото ниже).
Приобретение заготовок вместо готовых втулок (мы можем поставлять то и другое) вполне разумно при наличии у заказчиков собственной станочной ремонтной базы (у комбината она есть), так как позволяет подгонять посадочные размеры втулок "по месту" на оборудовании непрерывно эксплуатирующемся почти 4 года. Заказ комбината позволил нам окончательно "отшлифовать" технологию получения массивных заготовок из непростого в обработке недорогого порошкового высокоуглеродистого материала, перспективного для работы в условиях сухого трения, повышенных температур и высоких скоростей скольжения.
Если внимательно рассмотреть фото, то легко обнаружить, что заготовки имеют различную высоту (длину). Но это вовсе не означает, что налицо неуправляемый разброс размеров в якобы "отшлифованной" технологии. Просто на фото показаны заготовки от различных этапов технологического передела: высокие (длинные) заготовки - после 1-го спекания (высокопористые, с низкими механическими свойствами), низкие (короткие) - после допрессовки и повторного спекания. Это готовая продукция с требуемым уровнем механических свойств.
Мы приглашаем к сотрудничеству инженерные службы всех отечественных предприятий мясной и молочной промышленности, эксплуатирующих импортное технологическое оборудование. Очень часто узлы трения в таком оборудовании оказываются труднодоступными для технического обслуживания. Применение материалов, способных стационарно работать в условиях сухого трения, превращает такие узлы трения в не требующие обслуживания.
Мы располагаем проверенной практикой линейкой порошковых антифрикционных композиций (см. таблицу на главной странице сайта), способных удовлетворить любым условиям эксплуатации оборудования заказчиков.

7. НАШИ ТЕХНИЧЕСКИЕ ВОЗМОЖНОСТИ: МАТЕРИАЛЫ И ГАБАРИТЫ ИЗДЕЛИЙ
Достаточно посмотреть непредубеждённым взглядом на расположенные ниже сборные фото , чтобы убедиться - возможности по габаритам изделий у нас немалые: от совсем миниатюрных до многокилограммовых.
Всё это обеспечивается нашей производственной базой, впечатление от которой можно получить, ознакомившись с разделом 16 главного меню сайта. Конечно, оборудование не новейшее, однако вполне позволяющее осуществлять мелко- и среднесерийное производство. Перечень освоенных предприятием порошковых материалов, приведенный в начале нашей главной страницы, также предоставляет заказчику хорошую возможность выбора, включая материалы для условий высокотемпературной эксплуатации.
Приглашаем всех владельцев зарубежного технологического оборудования к сотрудничеству.
  
  
|