GTM-KLC9JD
|
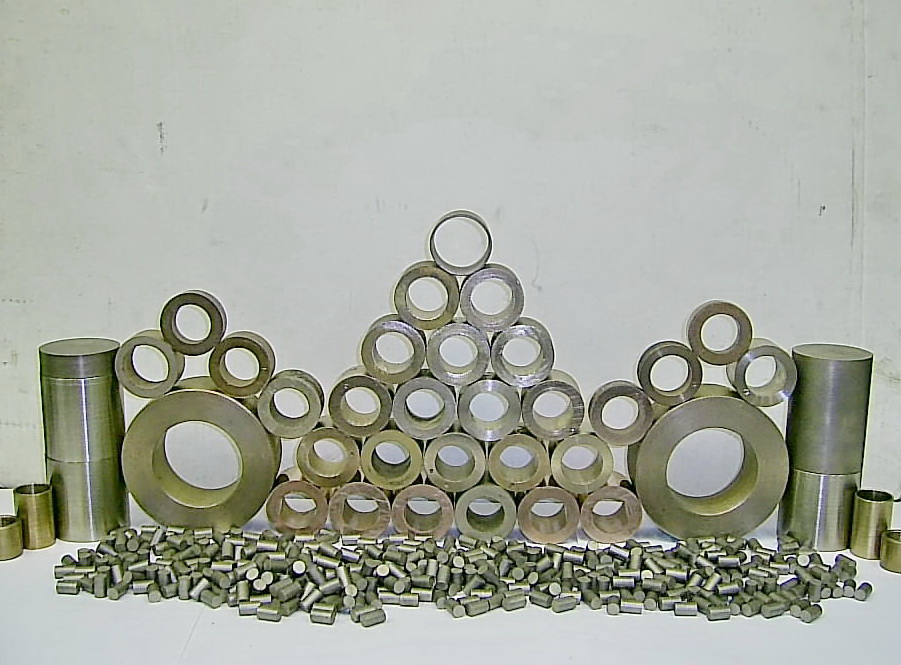
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ВТУЛОК ДЛЯ РАБОТЫ В УСЛОВИЯХ СУХОГО ТРЕНИЯ И ПОВЫШЕННЫХ ТЕМПЕРАТУР Прежде, чем обратиться непосредственно к тематике настоящей страницы, убедительно просим ознакомиться с содержанием главной страницы нашего сайта, поскольку она наиболее оперативно обновляется по маркам материалов, ценам и габаритам продукции и содержит форму нашей официальной заявки, которую вам необходимо скопировать, заполнить без пропусков и отправить нам по электронной почте. Спасибо за понимание. Применение узлов сухого трения, работающих при температурах ниже 2000С, в производственном оборудовании явление довольно редкое. Как правило, сухое трение вынужденно возникает при повышенных температурах, когда жидкая смазка сгорает с образованием твёрдого остатка, не только не снижающего, а, наоборот, повышающего коэффициент трения на контакте "подшипник - вал". Интервал температур свыше 2000С и до 500-6000 С - сфера применения углеграфитовых материалов с их повышенной хрупкостью. Освоенные предприятием материалы - высокоуглеродистые бронзографиты (8-12% по массе графита) и безуглеродистые бронзокомпозиты (с содержанием сульфидов и фторидов свыше 5% по массе) призваны составить конкуренцию углеграфитовым материалам при работе в интервале температур 200-4000 С, но не выше. При температурах свыше 4000 С металлическая основа наших материалов интенсивно окисляется по границам зёрен и вызывает преждевременное разрушение втулок. Уточнение температурной устойчивости наших материалов в специально поставленных экспериментах - довольно затратное мероприятие и поэтому мы предлагаем нашим потенциальным заказчикам втулки для таких условий работы по ценам себестоимости их изготовления под обещание поделиться с нами результатами натурной эксплуатации втулок в составе их производственного оборудования. Для работы в экстремальных условиях эксплуатации втулки с большим содержанием разупрочняющих структуру материала твёрдых смазок должны иметь минимальную (желательно нулевую) остаточную пористость и поэтому мы изготавливаем их по технологии двухкратного прессования-спекания с дополнительным легированием базового твёрдого раствора. Как и ранее, говоря о поставке втулок, мы на самом деле обсуждаем поставку малоотходных заготовок втулок, доводить которые до чертёжных размеров следует механической обработкой. И вот здесь мы сталкиваемся ещё с одной проблемой - экологической. При обработке вусухую высокоуглеродистых бронзографитов над токарным станком стоит облако графитовой пыли, которая оседает на оборудовании и на одежде и теле рабочего. Даже, если органы дыхания рабочего защищены противопылевым респиратором, загрязнение незащищённой части лица идёт "полным ходом". Не каждому такая работа будет по душе. Уборка станка по окончанию работы также обременительна. Это Вам не смести стружку со станины смёткой. Здесь надо двукратно протереть весь станок, если на нём предстоит выполнять серьёзные токарные работы. Словом, за точением таких втулок, даже если пользоваться охлаждающей (смачивающей) жидкостью, необходимо закрепить отдельный станок,что для многих потребителей это будет невозможным. Мы можем позволить себе подобный подход и предлагаем заказчикам приобретать у нас не заготовки из высокоуглеродистых бронзографитов, а полностью готовые к установке втулки. Цены на этот вид продукции в прайс-листе не отражены и являются договорными.
|