|
| ЗАКАЗЫ НА ЕДИНИЦЫ ШТУК НЕ РАССМАТРИВАЮТСЯ |
БРОНЗОВЫЕ ВТУЛКИ И ЗАГОТОВКИ
Прежде, чем обратиться непосредственно к тематике настоящей страницы, убедительно просим ознакомиться с содержанием главной страницы нашего сайта, поскольку она наиболее оперативно обновляется по маркам материалов, ценам и габаритам продукции и содержит форму нашей официальной заявки, которую вам необходимо скопировать, заполнить без пропусков и отправить нам по электронной почте. Спасибо за понимание.
Повторим, что речь будет идти только о бронзовых заготовках и втулках порошковой природы, т.е. продукции, изготовленной исключительно методами порошковой металлургии.
Общеизвестно, что свойства металлических изделий в существенной мере зависят от технологии их производства. Так, литые детали имеют характерную для литья неоднородную микроструктуру с ослабленными границами зёрен, обогащёнными хрупкими примесями, вызывающими пониженную пластичность материала. В горячедеформированных материалах (прокат и прессованные профили) первоначальная литая микроструктура преобразуется в однородную с новыми межзёренными границами, свободными от примесных сеток. Пластичность материалов вырастает в разы.
Для порошковых спеченных материалов характерна пористая структура с несовершенными межзёренными границами, которая проигрывает по прочности и пластичности не только деформированным материалам, но и литым. В этом неоспоримый недостаток порошковых изделий. Но одновременно и их преимущество применительно к классу антифрикционных материалов, включая спеченную бронзу, о которой мы говорим на этой странице сайта. Поры в порошковом материале - это пространства, которые могут быть заполнены веществами с полезными свойствами - твёрдыми и жидкими смазками. Наиболее распространённой твёрдой смазкой является графит и порошковые материалы с такой смазкой уже давно выделились в отдельные подклассы: бронзографиты и медно-графитовые композиции на медной основе, а также железографиты - на железной основе. Оставим в стороне железографиты, потерявшие в последние годы свою привлекательность в основном из-за низкой коррозионной стойкости, несмотря на свою дешевизну и отметим, что неким аналогом бронзографитов, в которых графит присутствует в структуре материала на микроскопическом уровне, появились не так давно изделия из бронзы, таблетированной вставками из графита на макроуровне. Это безусловно альтернатива нашим бронзографитам, тем более что она пришла из Запада в составе закупаемого современного технологического оборудования и наши эксплуатационники отдают ей приоритет в качестве запасных частей по принципу "как бы чего не вышло". Только эксплуатационный опыт покажет, насколько правомерно возлагать большие надежды на таблетированные графитом бронзовые втулки. Мы верим в эксплуатационные преимущества наших бронзографитов.
Спеченные порошковые бронзы - это материал для работы в условиях жидкой смазки. В соответствии с гидродинамической теорией смазки в "масляном клине" при определённых вязкостно-скоростных параметрах движения потока смазки возникают в большей или меньшей мере повышенные локальные давления, способствующие нагнетанию смазки в поры втулки с образованием в них своего рода "масляного депо". В условиях частых "пусков-остановов" оборудования, если такой режим его работы является основным, литые втулки переходят на режим граничного трения (чередование контактов соприкасающихся тел через монослои смазки и всухую), связанного с повышенным износом поверхностей трения. В паре со спеченными бронзовыми втулками контактирующие валы работают за счёт "масляных депо" в режиме полужидкостного трения с минимальным износом трущихся поверхностей. Поэтому выбор в пользу применения втулок из порошковых бронз для оборудования с частыми "пусками-остановами" является вполне разумным техническим решением.
Обращаем внимание гостей сайта на тот факт, что спеченные бронзовые втулки, будучи абсолютно сухими в состоянии поставки, после непродолжительной работы в масле под действием повышенного давления в "масляном клине" самопроизвольно пропитываются маслом с образованием "масляных депо", предохраняющих пары трения от повышенного износа в нестационарные периоды работы технологического оборудования ("пуски-остановы"). При преимущественно непрерывных режимах работы технологического оборудования применение спеченных бронзовых втулок в сравнении с литыми и деформированными не даёт никакого выигрыша в износостойкости и сроке службы узлов трения. Для работы в масле у бронзографитов, обладающих двумя механизмами предупреждения схватывания в узле трения: наличием "масляных депо" и твёрдой смазки - графита, нет никаких преимуществ перед спеченными бронзами, так как "масляные депо" последних никогда не исчерпываются, поскольку постоянно пополняются маслом из "масляного клина".
Другим направлением применения спеченных бронз являются малонагруженные необслуживаемые так называемые "самосмазываемые" узлы трения. Для этого их предварительно необходимо пропитать маслом, образовав в их порах "масляные депо", достаточные по расходу масла на весь период эксплуатации (межремонтный ресурс) технологического оборудования. Такие работы мы производим за оплату в 10% от стоимости заказа. В этом режиме эксплуатации узлов трения с невосполняемым "масляным депо" явным преимуществом пред спеченными бронзами обладают бронзографиты, имеющие 2 механизма защиты от схватывания. С другой стороны, спеченные бронзы при равной пористости с бронзографитами обладают более высокими твёрдостью по Бринеллю, прочностью и пластичностью.
Освоенные предприятием марки порошковых бронз приводятся в таблице 1 :
Марки спеченных бронз и отпускные цены на них в руб./кг по состоянию на 4-й квартал 2019 г.
Таблица 1
|
Состояние материала, номенклатура
и рекомендации по применению
|
|
БрО9
|
БрОН9-5
|
БрОНХ6-6-6
|
БрОН11-6
|
Железосодержащие
бронзографиты
(4 марки)
|
|
Спеченные втулки свободных размеров
и короткомерные заготовки
длиной до 2,5 (3) диаметров
(Состояние М1)
Пористость 16-20%.
Рекомендуются для работы в масле при
низких нагрузках.
|
1600
руб./кг
|
1800
руб./кг
|
1800
руб./кг
|
1900
руб./кг
|
Договорная
|
Условные обозначения: Бр - бронза, ФБр - ферробронза, О, Х, Н - олово, хром, никель - в % по массе.
Примечание: Железосодержащие композиции обладают пониженной коррозионной стойкостью!
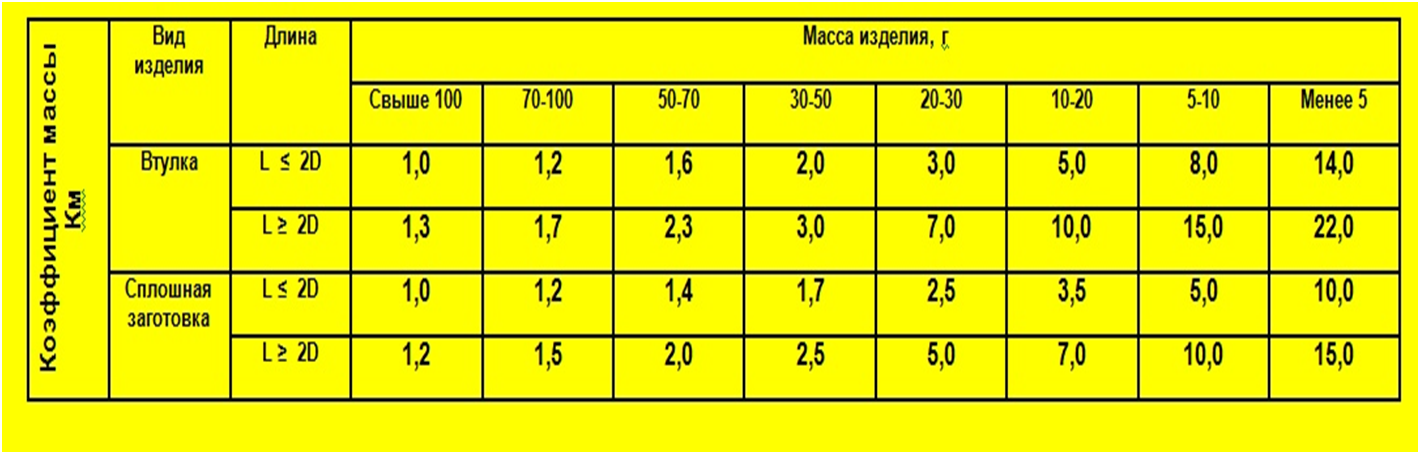
Цены действительны только для деталей и заготовок массой свыше 100 г/шт. Для мелких деталей действуют повышающие коэффициенты Км в соответствии с таблицей 2:
Таблица 2
Марки применяемых нами порошковых бронз не соответствуют в точности по химическому составу литейным бронзам, что объясняется особенностями технологических процессов порошковой металлургии. Порошковые бронзы базируются на диаграмме состояния Cu-Sn (медь-олово) с дополнительным легированием малоактивными по отношению к кислороду металлами - никелем и железом. Поскольку порошковые сплавы формируются в твёрдой фазе только за счёт взаимной диффузии, активные по сродству к кислороду металлы попадают в кристаллическую решётку меди лишь частично. Большая же часть их окисляется и в виде окислов оседает по границам зёрен, препятствуя протеканию диффузионных процессов. Поэтому алюминий, марганец, кремний, бериллий непригодны для легирования рядовых спеченных бронз либо требуют применения дорогостоящих и низкопроизводительных технологических процессов (высоковакуумное спекание и др.). В результате готовая продукция оказывается поистине "золотой".
Наряду со спеченными бронзами «имеют право на жизнь» порошковые бронзы более высокого прочностного уровня, получаемые из спеченных заготовок посредством их холодного пластического деформирования и повторного спекания. Возникает новое качество материала, приближающееся по прочностным свойствам к литым и деформированным бронзам. При этом в связи с резким уменьшением общей пористости таких материалов и практически потерей ими сквозной пористости, они утрачивают способность создавать «масляные депо» в вырожденной системе поровых каналов. Работа таких материалов в узлах трения становиться идентичной работе компактных бронз.
В портфеле готовых к внедрению на предприятии новых марок порошковых оловянных бронз в упрочнённых состояниях имеются легированные бронзы с твёрдостью 90-110 НВ. Эти показатели приближаются к твёрдости литых оловянных и алюминиевых бронз типа БрОФ10-1 и БрАЖ9-4. Приглашаем потенциальных заказчиков испытать эти бронзы в их новых изделиях на льготных условиях приобретения.
В заключение дадим полезную рекомендацию. Прежде, чем заказывать у нас бронзовые втулки и заготовки, Вы можете самостоятельно приближённо оценить их стоимость, используя в качестве исходных данных цену в руб./кг из верхней таблицы, рассчитанный объём изделия, плотность спеченного материала 6,9 г/см3 и приведенную ниже методику расчёта.
Пусть Вам нужна обычная гладкая втулка неких чертёжных размеров ( D*, d*, H*)или же фланцевая (буртовая) с теми же посадочными размерами (D*, d*, H*) и дополнительно с размерами фланца (бурта) - Df, Hf. Такую деталь надо будет точить из нашей гладкой!!! заготовки с размерами D, d, H, на 3-5 мм большими, если не хотите получить на готовой детали необработанные участки поверхности. Задайте для себя эти размеры (для фланцевых втулок D= Df + (3-5) мм. Пусть нужная пресс-оснастка имеется (такое случается очень редко). Далее проведите элементарный расчёт по приведенной ниже методике.
- Стоимость изготовления Вашей потенциальной детали (заготовки) у нас может быть вычислена по формуле (при условии, что у нас имеется в наличии соответствующая пресс-оснастка!!!)
- Ц (руб./шт.) = Ц (руб./кг) х М (кг/шт.) х км (1),
- где М - масса Вашей детали в порошковом исполнении;
- км - коэффициент массы цилиндрической заготовки (числитель в нижней таблице) или втулки
-
- свободных размеров (знаменатель в нижней таблице).
- Масса рядовой спеченной детали вычисляется в свою очередь как:
- М (г/шт.) = V (см3/шт.) х 6,5 г/см3 (2),
- где объём втулки вычисляется как:
- V = 0,785 (D2 - d2) x H (3).
- Здесь D, d и H (см) - наружный, внутренний диаметры и высота (длина) втулки. Для заготовок d= 0.
- При подстановке значения М из (2) в (1) не забудьте перевести граммы в килограммы.
- Если нужной Вам пресс-оснастки у нас нет, мы можем предложить оснастку на ближайшие большие
-
- размеры (тогда расчётные значения D и d будут несколько другими, учтите это).
  
  
|